- 您现在的位置:买卖IC网 > PDF目录18581 > 0011030002 (Molex Inc)TOOL EXTRACTION MOLEX .062 TERM PDF资料下载
参数资料
| 型号: | 0011030002 |
| 厂商: | Molex Inc |
| 文件页数: | 16/24页 |
| 文件大小: | 0K |
| 描述: | TOOL EXTRACTION MOLEX .062 TERM |
| RoHS指令信息: | 0011030002 Cert of Compliance |
| 标准包装: | 10 |
| 工具类型: | 拔出工具 |
| 适用于相关产品: | 0.062 英寸端子 |
| 产品目录页面: | 216 (CN2011-ZH PDF) |
| 配用: | 0008701012-ND - .062DIA CRIMP REC 0002061143-ND - 062 FEMALE TERM CHAIN BRS TIN 0002061141-ND - 062 FEMALE TERM CHAIN BRS TIN 0002061118-ND - 062 FEMALE TERM CHAIN BRS TIN 0008700043-ND - CONN MALE CRIMP 18-24AWG TIN 0008700042-ND - CONN FEMALE CRIMP 18-24AWG TIN 0002066144-ND - CONN MALE TERM 24-30AWG GOLD 0002066143-ND - CONN MALE TERM 24-30AWG GOLD 0002066139-ND - CONN MALE TERM 24-30AWG GOLD 0002066138-ND - CONN MALE TERM 24-30AWG GOLD 更多... |
| 其它名称: | 0011-03-0002 0011-03-0002-P 0011030002-P 11-03-0002 11-03-0002-P 11030002 11030002-P HT2285 WM9929 |
�� �
�
�Quality� Crimp� Handbook�
�Two� operators� may� measure� the� same� part� differently,�
�or� the� same� operator� may� measure� the� part� differently�
�when� using� two� types� of� gauges.� Molex� recommends� a�
�gauge� capability� study� to� identify� what� part� of� the�
�variability� is� coming� from� measurement� error.� Micro-�
�terminals� crimped� to� small� wire� sizes� need� a� tight� crimp�
�height� range� to� maintain� pull� force.� The� variability� from�
�measurement� error� can� keep� C� pk� values� low.�
�The� capability� of� the� crimping� tools� needs� to� be� re-�
�confirmed� if� the� production� data� is� significantly� different�
�changes,� or� setup� adjustments.� Record� the� data� point�
�on� the� chart� before� making� a� crimp� height� adjustment.�
�If� data� is� recorded� after� each� adjustment,� the� process� is�
�likely� to� assume� control� and� provide� little� data� for�
�improving� the� process.� The� operator� needs� to� make� as�
�many� notes� as� possible� on� the� chart.� The� only� truly�
�effective� and� economically� sensible� way� to� manage� a�
�manufacturing� process� is� to� understand,� monitor� and�
�reduce� sources� of� variability� that� are� inherent� to� the�
�process� itself.� Every� minute� required� for� setup� or�
�adjustments� is� unproductive.�
�from� the� capability� study.�
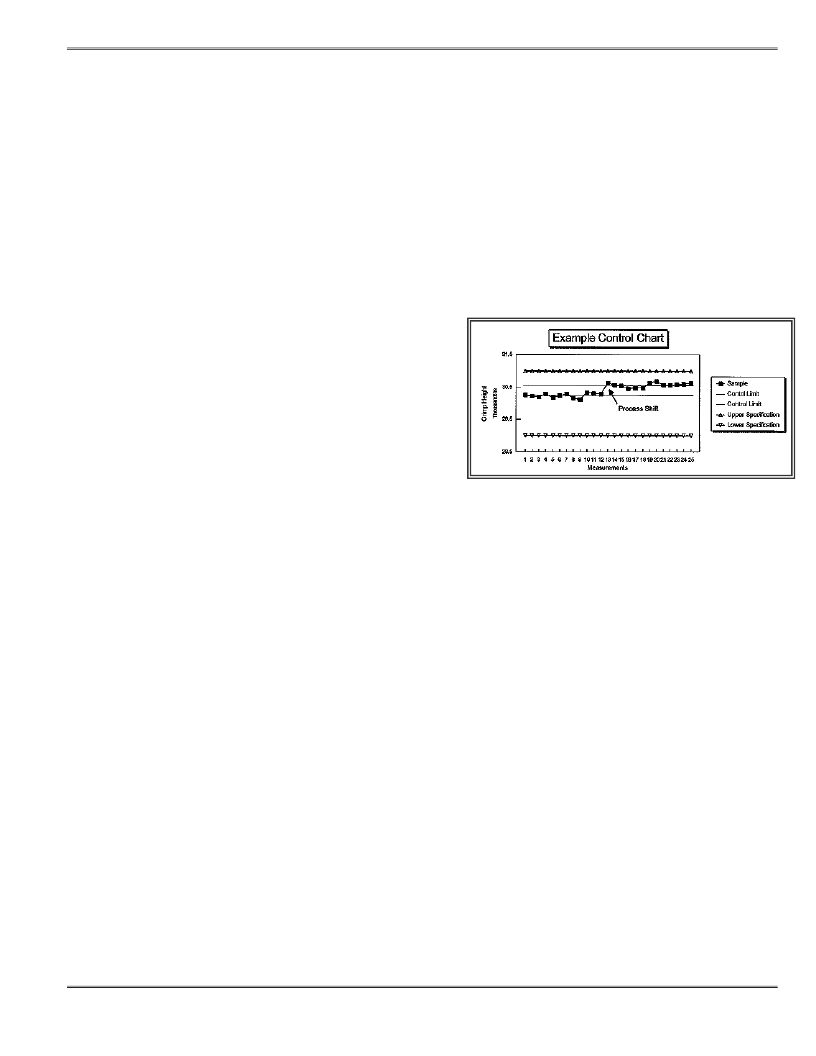
�What� does� this� sample� chart� tell� us?�
�Production�
�Before� the� tool� is� ready� for� production,� the� level� of�
�capability� needs� to� be� established.� Many� harness�
�manufacturers� run� only� a� few� hundred� or� few� thousand�
�wires� at� one� time.� In� this� case,� it� is� not� practical� or�
�economical� to� run� a� twenty-five-piece� capability� with�
�every� set-up.�
�Visual� Inspection�
�X� and� R� Chart�
�It� needs� to� be� standard� operating� procedure� for� the�
�operator� to� manually� fan� each� bundle� of� crimped� wires�
�and� visually� check� bell� mouth,� conductor� brush,�
�insulation� position,� cut-off� tab� length,� and� insulation�
�crimp.�
�Control� Charting�
�Crimp� height� is� typically� control� charted� because� it� is� a�
�quick� nondestructive� measurement� and� is� critical� for� the�
�termination's� electrical� and� mechanical� reliability.�
�There� are� three� primary� purposes� for� control� charting.�
�One,� the� number� of� setup� samples� is� usually� small,� with�
�limited� statistical� value.� Two,� since� special� cause�
�effects� on� a� process� are� irregular� and� unpredictable;� it�
�is� necessary� to� be� able� to� catch� changes� in� the� process�
�as� soon� as� they� occur.� This� prevents� thousands� of�
�terminations� from� being� scrapped� after� the� run� is� over.�
�Three,� and� most� important,� this� data� is� necessary� to�
�assess� and� improve� the� crimp� process.�
�Control� limit� for� sample� of� 5� =� Avg�
�(Avg� of� 5� readings)� +� .577� x� Avg� (Ranges)�
�It� indicates� that� a� process� shift� occurred� between�
�measurement� 12� and� 13.� This� type� of� shift� could� occur�
�due� to� a� change� in� wire,� a� change� in� terminal� lots,� a�
�jam� in� the� machine� that� damaged� the� tooling,� a� change�
�in� operators,� or� an� adjustment� to� the� insulation� crimp.�
�Since� the� measurements� are� still� within� specification,�
�would� you� stop� production� to� adjust� crimp� height?�
�A� shift� in� the� process� due� to� a� change� in� material� may�
�warrant� a� crimp� height� adjustment.� A� shift� after� a� jam�
�would� not� indicate� an� adjustment,� but� a� close�
�evaluation� of� the� tooling.� A� shift� in� the� process�
�between� operators� would� not� indicate� an� adjustment,�
�but� an� evaluation� of� measurement� capability.� The�
�purpose� of� a� control� chart� is� to� identify� what� caused� the�
�shift� in� process� to� determine� if� an� adjustment� to� the�
�process� is� needed.�
�Once� the� tooling� process� is� setup� and� the� wire� size�
�does� not� change,� keep� one� control� chart� for� wire� color�
�changes,� wire� length� changes,� terminal� material�
�Order� No:� TM-638000029�
�Revision:� D�
�Release� Date:� 09-04-03�
�Revision� Date:� 12-23-09�
�UNCONTROLLED� COPY�
�Page� 16� of� 24�
�相关PDF资料 |
PDF描述 |
|---|---|
| IRFR9110TRLPBF | MOSFET P-CH 100V 3.1A DPAK |
| B32529C1822J189 | FILM CAP 0.0082UF 5% 100V |
| GSAC20C | SWITCH ROTARY SIDE |
| 0011020022 | TOOL HAND INSERTION |
| B32529C1683J189 | FILM CAP 0.0680UF 5% 100V |
相关代理商/技术参数 |
参数描述 |
|---|---|
| 0011-03-0002 | 制造商:MOLEX 制造商全称:Molex Electronics Ltd. 功能描述:Extractor Tool Instruction Sheet |
| 0011-03-0002-P | 制造商:MOLEX 制造商全称:Molex Electronics Ltd. 功能描述:Extractor Tool Instruction Sheet |
| 0011030002-P | 制造商:MOLEX 制造商全称:Molex Electronics Ltd. 功能描述:Extractor Tool Instruction Sheet |
| 0011030003 | 功能描述:EJECTOR EXTRACTION TOOL HT1884 RoHS:是 类别:工具 >> 插入,抽取 系列:KK® 标准包装:1 系列:* 其它名称:0011-03-00080011-03-0008-E00110300080011030008-E11-03-0008-E1103000811030008-EQ4729393AT0980176A |
| 0011-03-0003 | 制造商:MOLEX 制造商全称:Molex Electronics Ltd. 功能描述:Extractor Tool Instruction Sheet |
发布紧急采购,3分钟左右您将得到回复。