- 您现在的位置:买卖IC网 > PDF目录97874 > EC103D175 Thyristor Product Catalog PDF资料下载
参数资料
| 型号: | EC103D175 |
| 英文描述: | Thyristor Product Catalog |
| 中文描述: | 晶闸管产品目录 |
| 文件页数: | 54/224页 |
| 文件大小: | 2697K |
| 代理商: | EC103D175 |
第1页第2页第3页第4页第5页第6页第7页第8页第9页第10页第11页第12页第13页第14页第15页第16页第17页第18页第19页第20页第21页第22页第23页第24页第25页第26页第27页第28页第29页第30页第31页第32页第33页第34页第35页第36页第37页第38页第39页第40页第41页第42页第43页第44页第45页第46页第47页第48页第49页第50页第51页第52页第53页当前第54页第55页第56页第57页第58页第59页第60页第61页第62页第63页第64页第65页第66页第67页第68页第69页第70页第71页第72页第73页第74页第75页第76页第77页第78页第79页第80页第81页第82页第83页第84页第85页第86页第87页第88页第89页第90页第91页第92页第93页第94页第95页第96页第97页第98页第99页第100页第101页第102页第103页第104页第105页第106页第107页第108页第109页第110页第111页第112页第113页第114页第115页第116页第117页第118页第119页第120页第121页第122页第123页第124页第125页第126页第127页第128页第129页第130页第131页第132页第133页第134页第135页第136页第137页第138页第139页第140页第141页第142页第143页第144页第145页第146页第147页第148页第149页第150页第151页第152页第153页第154页第155页第156页第157页第158页第159页第160页第161页第162页第163页第164页第165页第166页第167页第168页第169页第170页第171页第172页第173页第174页第175页第176页第177页第178页第179页第180页第181页第182页第183页第184页第185页第186页第187页第188页第189页第190页第191页第192页第193页第194页第195页第196页第197页第198页第199页第200页第201页第202页第203页第204页第205页第206页第207页第208页第209页第210页第211页第212页第213页第214页第215页第216页第217页第218页第219页第220页第221页第222页第223页第224页
Application Notes
AN1004
2002 Teccor Electronics
AN1004 - 5
http://www.teccor.com
Thyristor Product Catalog
+1 972-580-7777
Soldering Of Leads
A prime consideration in soldering leads is the soldering of
device leads into PC boards, heat sinks, and so on. Significant
damage can be done to the device through improper soldering. In
any soldering process, do not exceed the data sheet lead solder
temperature of +230
°C for 10 seconds, maximum, ≥1/16" from
the case.
This application note presents details about the following three
types of soldering:
Hand soldering
Wave soldering
Dip soldering
Hand Soldering
This method is mostly used in prototype breadboarding applica-
tions and production of small modules. It has the greatest poten-
tial for misuse. The following recommendations apply to Teccor
TO-92, TO-202, TO-220, and TO-218 packages.
Select a small- to medium-duty electric soldering iron of 25 W to
45 W designed for electrical assembly application. Tip tempera-
ture should be rated from 600 °F to 800 °F (300 °C to 425 °C).
The iron should have sufficient heat capacity to heat the joint
quickly and efficiently in order to minimize contact time to the
part. Pencil tip probes work very well. Neither heavy-duty electri-
cal irons of greater than 45 W nor flame-heated irons and large
heavy tips are recommended, as the tip temperatures are far too
high and uncontrollable and can easily exceed the time-tempera-
ture limit of the part.
Teccor Fastpak devices require a different soldering technique.
Circuit connection can be done by either quick-connect terminals
or solder.
Since most quick-connect 0.250” female terminals have a maxi-
mum rating of 30 A, connection to terminals should be made by
soldering wires instead of quick-connects.
Recommended wire is 10 AWG stranded wire for use with MT1
and MT2 for load currents above 30 A. Soldering should be per-
formed with a 100-watt soldering iron. The iron should not remain
in contact with the wire and terminal longer than 40 seconds so
the Fastpak triac is not damaged.
For the Teccor TO-218X package, the basic rules for hand sol-
dering apply; however, a larger iron may be required to apply suf-
ficient heat to the larger leads to efficiently solder the joint.
Remember not to exceed the lead solder temperatures of
+230 °C for 10 seconds, maximum,
≥1/16" (1.59mm) from the
case.
A 60/40 or 63/37 Sn/Pb solder is acceptable. This low melting-
point solder, used in conjunction with a mildly activated rosin flux,
is recommended.
Insert the device into the PC board and, if required, attach the
device to the heat sink before soldering. Each lead should be
individually heat sinked as it is soldered. Commercially available
heat sink clips are excellent for this use. Hemostats may also be
used if available. Needle-nose pliers are a good heat sink choice;
however, they are not as handy as stand-alone type clips.
In any case, the lead should be clipped or grasped between the
solder joint and the case, as near to the joint as possible. Avoid
straining or twisting the lead in any way.
Use a clean pre-tinned iron, and solder the joint as quickly as
possible. Avoid overheating the joint or bringing the iron or solder
into contact with other leads that are not heat sinked.
Wave Solder
Wave soldering is one of the most efficient methods of soldering
large numbers of PC boards quickly and effectively. Guidelines
for soldering by this method are supplied by equipment manufac-
turers. The boards should be pre-heated to avoid thermal shock
to semiconductor components, and the time-temperature cycle in
the solder wave should be regulated to avoid heating the device
beyond the recommended temperature rating. A mildly activated
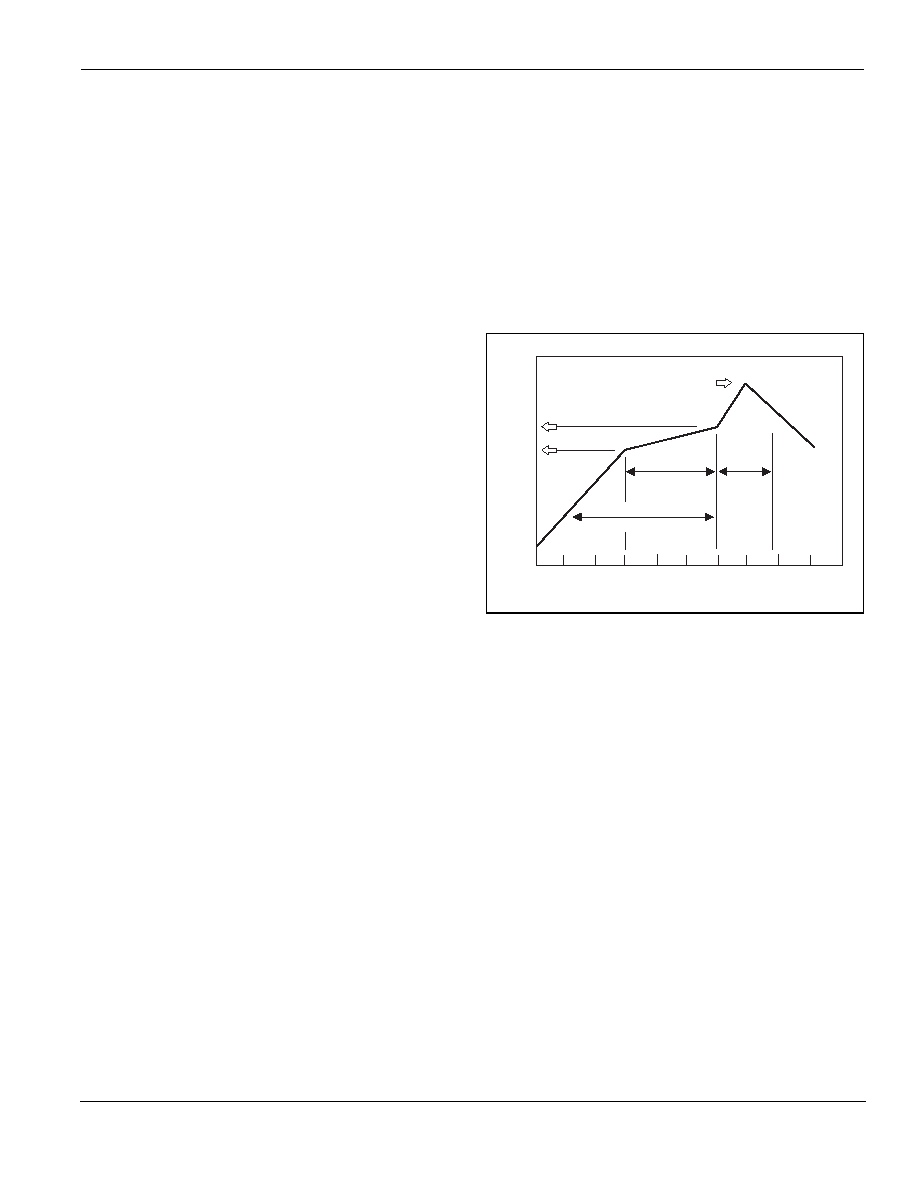
resin flux is recommended. Figure AN1004.12 shows typical heat
and time conditions.
Figure AN1004.12
Reflow Soldering with Pre-heating
Dip Soldering
Dip soldering is very similar to wave soldering, but it is a hand
operation. Follow the same considerations as for wave soldering,
particularly the time-temperature cycle which may become oper-
ator dependent because of the wide process variations that may
occur. This method is not recommended.
Board or device clean-up is left to the discretion of the customer.
Teccor devices are tolerant of a wide variety of solvents, and they
conform to MIL-STD 202E method 215 “Resistance to Solvents.”
Time (Seconds)
0
20
40
60
80
100
120
140
160
180
200
220
240
30
60
90
120
150
180
210
240
270
300
Temperature
–
C
Pre-heat
Soak
Reflow
Cool
Down
0.5 - 0.6 C/s
1.3 - 1.6 C/s
<2.5 C/s
Peak Temperature
220 C - 245 C
Soaking Zone
Reflow Zone
Pre-heating Zone
( 2 min. MAX )
60 - 90 s typical
( 2-4 min MAX )
( 2 min. MAX )
30 - 60 s typical
260
相关PDF资料 |
PDF描述 |
|---|---|
| EC103D1 | Sensitive SCRs |
| EC103D | Sensitive SCRs |
| EC103D2 | Sensitive SCRs |
| EC103D3 | Sensitive SCRs |
| EC103M1 | PC 8C 8#20 PIN RECP |
相关代理商/技术参数 |
参数描述 |
|---|---|
| EC103D1AP | 功能描述:SEN SCR 400V .8A 12A TO92 RoHS:否 类别:分离式半导体产品 >> SCR - 单个 系列:- 其它有关文件:X00619 View All Specifications 产品目录绘图:SCR TO-92 Package 标准包装:1 系列:- SCR 型:灵敏栅极 电压 - 断路:600V 电压 - 栅极触发器 (Vgt)(最大):800mV 电压 - 导通状态 (Vtm)(最大):1.35V 电流 - 导通状态 (It (AV))(最大):500mA 电流 - 导通状态 (It (RMS))(最大):800mA 电流 - 栅极触发电流 (Igt)(最大):200µA 电流 - 维持(Ih):5mA 电流 - 断开状态(最大):1µA 电流 - 非重复电涌,50、60Hz (Itsm):9A,10A 工作温度:-40°C ~ 125°C 安装类型:通孔 封装/外壳:TO-226-3、TO-92-3(TO-226AA)成形引线 供应商设备封装:TO-92-3 包装:剪切带 (CT) 产品目录页面:1554 (CN2011-ZH PDF) 其它名称:497-9067-1 |
| EC103D1RP | 功能描述:SCR 400V .8A 12uA RoHS:否 制造商:STMicroelectronics 最大转折电流 IBO:480 A 额定重复关闭状态电压 VDRM:600 V 关闭状态漏泄电流(在 VDRM IDRM 下):5 uA 开启状态 RMS 电流 (It RMS): 正向电压下降:1.6 V 栅触发电压 (Vgt):1.3 V 最大栅极峰值反向电压:5 V 栅触发电流 (Igt):35 mA 保持电流(Ih 最大值):75 mA 安装风格:Through Hole 封装 / 箱体:TO-220 封装:Tube |
| EC103D1WX | 制造商:NXP Semiconductors 功能描述:1000 制造商:NXP Semiconductors 功能描述:EC103D1W/SC-73/REEL7// - Tape and Reel 制造商:NXP Semiconductors 功能描述:SCR SENS GATE 400V SC-73 制造商:NXP Semiconductors 功能描述:SCRs 400v Sc-73 Scr Sens Gate |
| EC103D2 | 功能描述:SCR 400V .8A 50uA Sensing RoHS:否 制造商:STMicroelectronics 最大转折电流 IBO:480 A 额定重复关闭状态电压 VDRM:600 V 关闭状态漏泄电流(在 VDRM IDRM 下):5 uA 开启状态 RMS 电流 (It RMS): 正向电压下降:1.6 V 栅触发电压 (Vgt):1.3 V 最大栅极峰值反向电压:5 V 栅触发电流 (Igt):35 mA 保持电流(Ih 最大值):75 mA 安装风格:Through Hole 封装 / 箱体:TO-220 封装:Tube |
| EC103D275 | 功能描述:SCR 400V .8A 50uA RoHS:否 制造商:STMicroelectronics 最大转折电流 IBO:480 A 额定重复关闭状态电压 VDRM:600 V 关闭状态漏泄电流(在 VDRM IDRM 下):5 uA 开启状态 RMS 电流 (It RMS): 正向电压下降:1.6 V 栅触发电压 (Vgt):1.3 V 最大栅极峰值反向电压:5 V 栅触发电流 (Igt):35 mA 保持电流(Ih 最大值):75 mA 安装风格:Through Hole 封装 / 箱体:TO-220 封装:Tube |
发布紧急采购,3分钟左右您将得到回复。